
Manufacturing
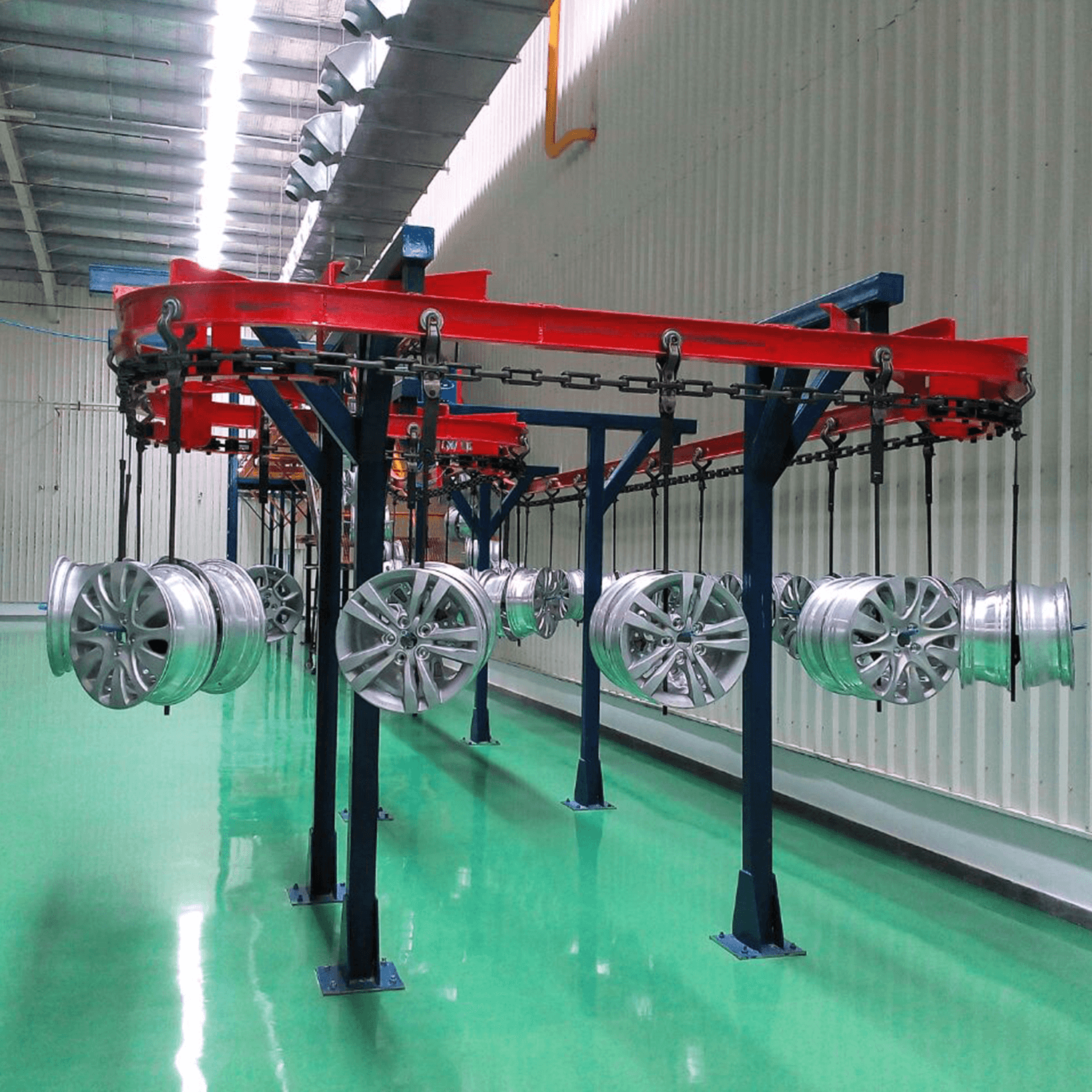
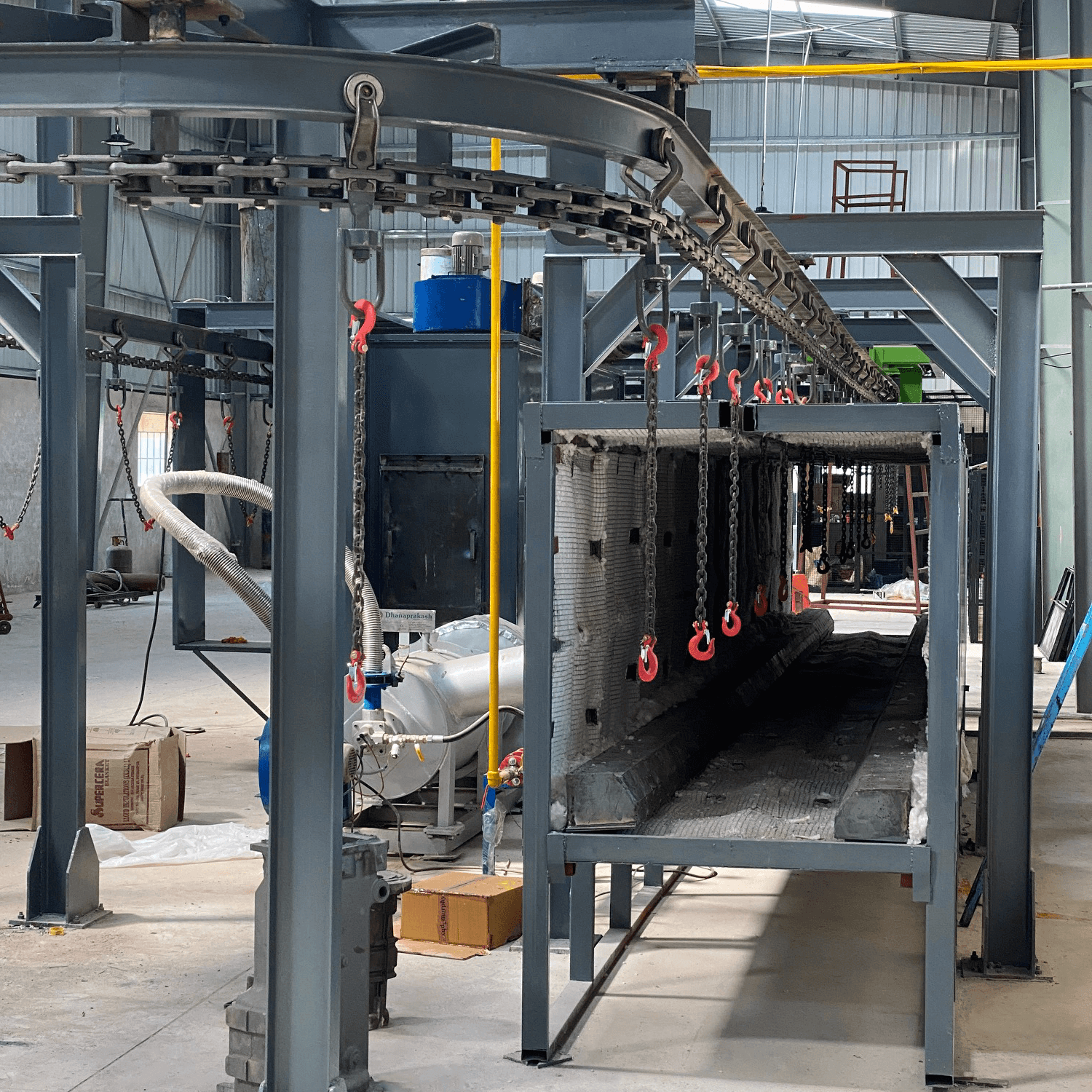
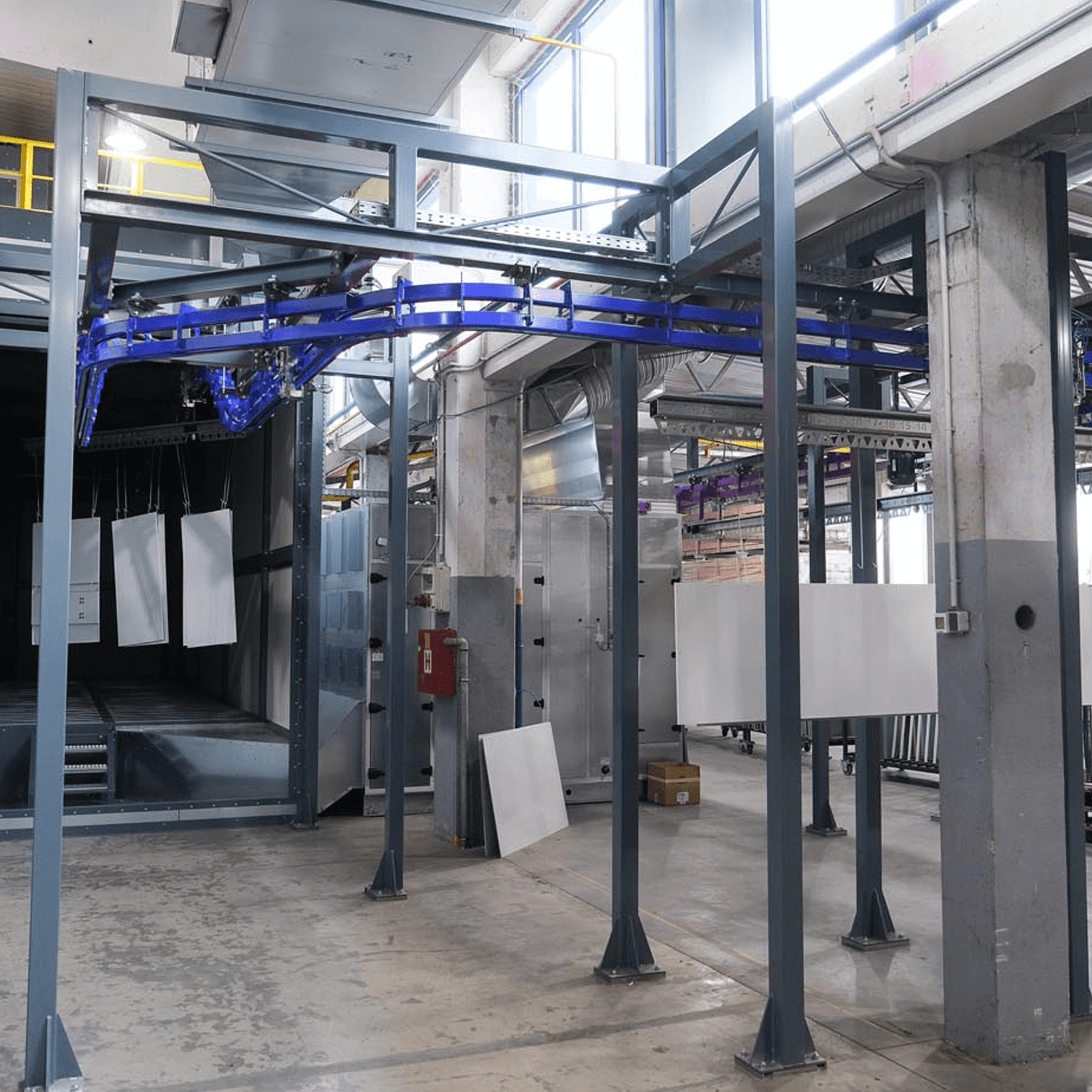
An Overhead Conveyor is a highly efficient solution for transporting, assembling, and staging products across production lines. By suspending the conveyor system above the floor, it frees up valuable workspace while ensuring smooth and continuous material flow.

Food and Beverage
An Overhead Conveyor provides a hygienic, efficient, and space-saving solution for transporting products across production and packaging areas. By elevating the conveyor above the floor, it maximizes workspace utilization and ensures a smooth, continuous flow of goods such as bottles, cans, cartons, and packaged food products.

Pharmaceuticals
In the pharmaceutical and healthcare industry, an Overhead Conveyor provides a safe, hygienic, and efficient material handling solution for transporting sensitive products such as medicine boxes, medical kits, lab samples, and packaged healthcare items.